


Dnes tu máme krátké povídání o stolních vrtačkách. Protože, proč ne? Po minulých strojírenských sériích o soustruzích a frézce jsem dostal řadu kladných ohlasů a děkuji Vám za ně. Kromě toho jsem ale později párkrát slyšel ani ne výtku, ale dobrou myšlenku.
A sice, že čtení to bylo zajímavé, ale pro většinu lidí neaktuální. Protože domů si těžký průmyslový stroj nikdy nepořídí, i kdyby se jim třeba občas hodil. Pro širokou veřejnost je tunový stroj no-go, soustruh prostě nepatří mezi běžné vybavení domácnosti. O stolní vrtačce to ale úplně neplatí.
Malé stolní vrtačky jsou vlastně docela běžné v garážích a v dílnách rodinných domů.
Často se ale jedná o čínské hobby stroje, alespoň podle mých pozorování. Když se dostanu do nějaké cizí garáže nebo dílny, žádný stroj mé pozornosti neunikne. A hobbymarketové “levné” vrtačky vídám pravidelně. Myslím si, že je to škoda, protože cenově se tolik neliší od použitých průmyslových vrtaček – litinových strojů ze socialistické éry. Právě na ty se chci v dnešním pojednání zaměřit. V inzercích jich je plno, cenově se mohou překrývat s novou Čínou, ale užitné vlastnosti jsou na zřetelně vyšší úrovni. Srovnal jsem si popisek nové Číny a staré vrtačky. Při stejných parametrech ta stará váží 90 kg – nová jen 30 kg. Přesto výkony mají podat stejné. Nemusím uvádět ani typ stroje nebo řetězec který jí nabízí, abyste viděli, že výkony stejné nebudou. Hobby strojky jsou tvořeny tenkostěnnými odlitky, často z hliníku.
Méně namáhané části mohou být dokonce plastové. Sloup – hlavní nosný prvek – bývá stočený z plechu, není to ani opracovaná trubka. Celá konstrukce postrádá tuhost, důležitou vlastnost pro přesné a produktivní vrtání. Uváděný největší průměr vrtáku 12 mm je z říše snů a realita je zhruba polovina té hodnoty. Ale je to nové a napájené z běžné 230V sítě, takže své zákazníky si to nachází. Proti tomu nic.
Co to vlastně je?
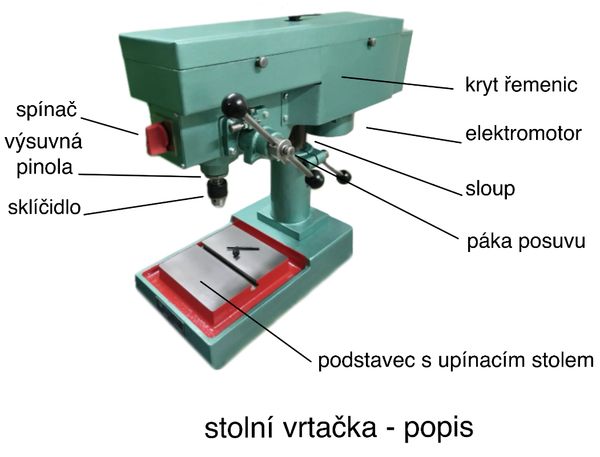
Stolní vrtačka je malý průmyslový stroj, který je určený zejména na vrtání děr, vystružování, zahlubování a také závitování. To je definice skoro jako z učebnice, ale myslím, že si každý dokáže představit na co se taková vrtačka používá. V domácích podmínkách to budou práce okolo aut, motorek, kolem domu a spoustu jiných. Takový stroj sestává z podstavce s upínacím stolem, ze sloupu a těla, které sdružuje všechny funkční prvky. Prvky pohonu tvoří elektromotor, řemenice spojené klínovým řemenem a výsuvná pinola. Výsuvná pinola je odpružena vinutou pružinou a její zdvih je zvenčí spojen s ovládací pákou nebo kolem. Zdvih je často strmý, bez převodu do pomala. Uvnitř pinoly je uloženo vřeteno s upínacím kuželem na konci. Kužel je značen B xx , třeba B16, kdy x označuje velikost toho kužele. Rozměry krátkých kuželů řeší norma DIN 238 (Dříve ČSN 22 0444). Nejčastější je B 16 – typicky pro sklíčidla do průměru 13 mm a B 18 – do průměru 16 mm. Na těchto kuželech bude upnuto buď klasické vrtačkové sklíčidlo, které znáte z ručních vrtaček. To na kličku s ozubeným okrajem. Nebo tam bude sklíčidlo rychloupínací, které je delší a nemá zářezy pro kličku, protože se utahuje pouze rukou.
Vrtačky jsou jednoduché stroje a obhlídka stroje před koupí není příliš složitá. Zaměřil bych se na kompletnost stroje – v tom vám pomůžou obrázky daného stroje v jiných
inzerátech nebo návody k obsluze. Dále hledám mechanické poškození, které mohou být důsledkem pádu nebo jiného karambolu. Do toho patří i hledání koroze. Do motoru se jen tak nepodíváte, ale zápach spáleniny vám pomůže odhalit spálené vinutí statoru. No a když se motor i vřeteno točí bez pazvuků (ložiska) a pinola při největším výsuvu nemá rukou zjistitelnou vůli – máte vyhráno. Téměř… Vřeteno jako hlavní funkční prvek může být poškozeno, například může být ohnuté. Velký kopanec poznáte od oka – zkuste upnout co nejdelší vrták a zapněte stroj. Pokud vrták od oka viditelně hází tak bude vřeteno nebo upínací kužel poškozený. Ohnutí obvykle vznikne při vrtání neupevněného obrobku většími vrtáky. Menší ohyb okem nezjistíte, na to je nutné sundat sklíčidlo a úchylkoměrem změřit přímo upínací kužel. Pro ty co tuhle věc doma nemají musí stačit oko. Na druhou stranu, na garážové využití drobné házení (okem neviditelné) nevadí. I když je vrtačka z dílenských mašin ta jednodušší, stále se jedná o výrobek strojírenské kvality a odolnosti. Na katalogovém obrázku níže vidíte technika švédské továrny Arboga při kontrole těla vrtačky.
Kontroluje správnou polohu, kolmost a souosost děr na uložení sloupu a pinoly. Jak vidno, triviální to není.
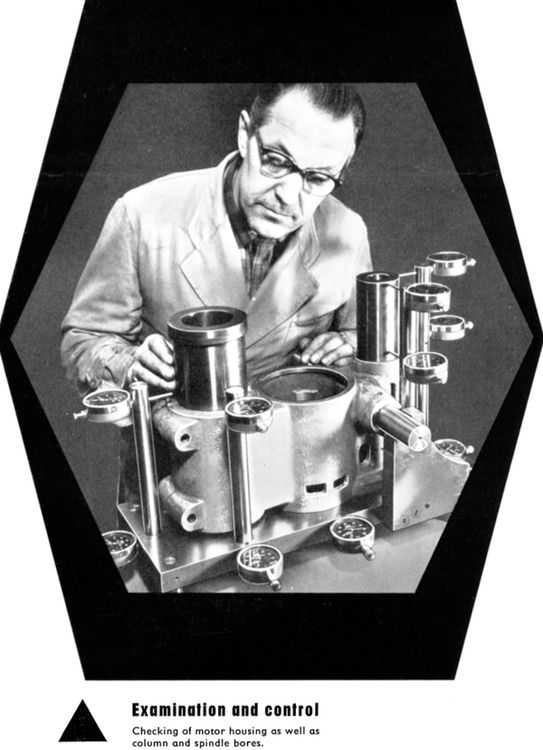
zdroj: lathes.co.uk
Teď vám představím nejfrekventovanější typy průmyslových malých vrtaček jako alternativu k čínské novovýrobě.
Jihokov řady V, SV, SVA
Vrtačky z výrobního družstva Jihokov Hustopeče jsou nejběžnějšími stroji této kategorie u nás i na Slovensku. Je dokonce možné, že nějaký Jihokov už máte doma. Družstvo kromě strojů výrábělo (a snad stále vyrábí) domácí mlýnky na maso a podobné věci do kuchyně. Vrtačky se vyráběly v různých řadách a několika velikostech od 50. až do 90.let.
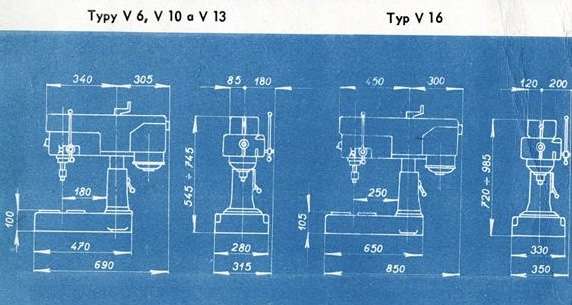
Značení strojů je ve formátu V, VS nebo VSA xx, kdy hodnota x prozrazuje maximální možný průměr vrtáku. Třeba V 13 říká, že stroj má sklíčidlo do 13 mm. Vrtačky byly produkovány ve velikostech 6, 10, 13 a 16. Řady V, VS a VSA se od sebe funkčně liší jen málo a rozdílů (snad kromě věku) moc není. Nejstarší modely byly oblé a modernizace následovaly trend ostrých hran. Vzhled a jednotlivé rozdíly mezi řadami lépe vysvětlí obrázek níže.

Parametrově jsou si jednotlivé modely podobné. Tabulka SVA platí také pro řadu SV. Jak vidno tak největší model V16 je rozměrově i vahou větší než jiné V modely. U řady SVA vidíte snahu o maximální unifikaci modelové řady. Kromě toho je u SVA jinak vyřešená elektroinstalace, která se nově stává ze stykačů a stroj se ovládá tlačítky z přední strany.
Předtím to byl obyčejný vačkový spínač. Kromě pohodlnějšího ovládání je hlavní důvod bezpečnost. Protože na obvodu stroje je vyvedeno STOP tlačítko a ostatní ovládací prvky mají bezpečné napětí 24V. Vačkové spínače spínají pracovní napětí 400V přímo. A tady se dostáváme k pohonu těchto strojů. Ten zajišťuje asynchronní elektromotor. Tento motor je třífázový, napájený ze sítě 400V. To může být problém, protože každý nemusí doma mít vyvedenou 3f zásuvku. Vyřešit to jde dvěma způsoby.
A. Výměna motoru. Snažší cesta je nahradit původní motor novým s rozběhovým kondenzátorem. Takový lze napájet z běžné jednofázové zásuvky. Nákladově je to zhruba
2500 kč za motor.
B. Instalace frekvenčního měniče. Nebo také Variable-Frequency Drive (VFD). Podle mě lepší, ale ne úplně snadná cesta. Měnič je zařízení jehož primární funkcí je měnit rychlost asynchronních motorů změnou frekvence střídavého proudu na výstupu. Kromě toho také může konvertovat 1f vstup na 3f výstup, takže tu Jihokovku můžete rozjet na místě, kde je obyčejná zásuvka na 230V při zachování výkonnostních parametrů motoru.
Osobně bych vzal nejlépe kteroukoliv z řady SVA. Jde o novější stroje, jsou na ně stále dostupné náhradní díly, mají velký vrtací rozsah (100mm) a pohodlnější ovládání tlačítky. Ale bez rozdílu na řadu mají všechny stavební hloubku okolo 70 – 80 cm, v závislosti na typu. Tzn. na běžném pracovním stole s 60 cm deskou budou vystrčené do prostoru, s tím je také třeba počítat. Jihokov dnes vrtačky nevyrábí. Jejich odkaz nicméně nese firma Horný, která vyrábí dodnes velmi podobné vrtačky. Nepředpokládám, že do hobby dílny si někdo koupí nový kus, ale pro zajímavost – ceny jsou kolem 50 000 Kč. Jihokovky na a bazoši se pohybují obvykle od 6000 – 13000 kč.
2M112 Komunaras
Kromě domácích typů je vhodné zmínit i zahraniční model 2M112, protože se na inzercích tyto stroje pravidelně objevují. Je to vrtačka obdobné velikosti jako naše Jihokovky, avšak tohle je sovětský výrobek závodu Komunaras. Ten produkoval obráběcí stroje ve Vilniusu, v tehdejší litevské SSR. I když to je velké zjednodušení, protože tento typ v sojuzu
vyráběla více než desítka menších výrobců. Komunaras však byl největší z nich. V Rusku se stále vyrábí v téměř nezměněné podobě a je tam nejfrekventovanějším typem vrtačky. Jako perličku uvedu, že dnes stojí 200 000 rub (cca 46 000 kč).
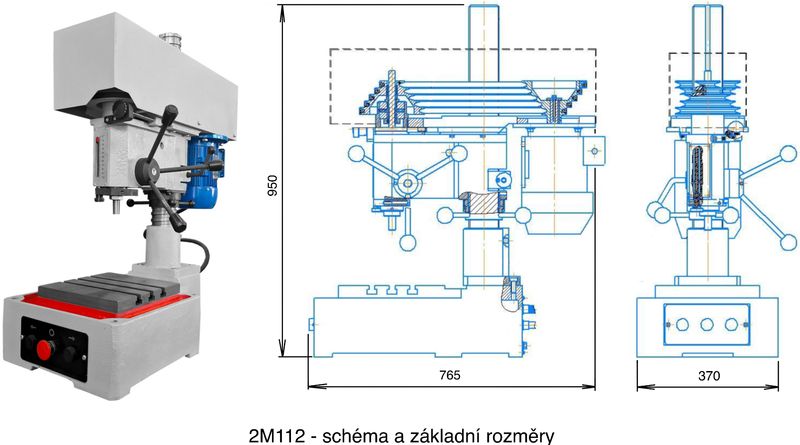
Tohle je ona. Kryt řemenic se může lišit rokem výroby nebo dle výrobce. Označení stroje podléhá typické jednotné sovětské nomenklatuře. Pojďme si rozebrat, co to označení 2M112 vlastně znamená.
| První číslo označuje skupinu strojů. skupině | Druhé číslo označuje typ stroje v dané | |
| 1 – soustruhy | 1 – vertikální vrtačka | |
| 2 – vrtačky | 2 – jednovřetenový poloautomatický stroj | |
| 3 – brusky | 3 – vícevřetenový poloautomatický stroj | |
| atd… | 4 – souřadnicová vrtačka atd… | |
| Mezi prvním a druhým číslem může být písmeno označující modernizaci staršího typu. | ||
Třetí a čtvrté číslo charakterizuje základní parametr stroje. U vrtaček je to maximální průměr nástroje, tedy vrtáku, v milimetrech. U obrážeček udává číslo největší zdvih beranu, u soustruhů je to výška středů nad ložem v centimetrech a podobně. Kdo má zájem to celé rozluštit a nevadí mu bukvy, může si stáhnout normu GOST 7599/82, který řeší všeobecné specifikace obráběcích strojů a počíst si. Asi jedinou další věcí, která stojí za zmínku z toho předpisu je, že štítek stroje musí být kovový s reliéfním povrchem. Není určeno, jestli má popis vystupovat nebo být zapuštěn. Každopádně jestli bude mít třeba tahle vrtačka štítek plastový, kovový eloxovaný nebo jen potištěný, je jasné že není původní a stroj mohl projít nějakou opravou.
Nový sovětský člověk přišel ráno do práce, natáhl si modráky a u stroje si mohl přečíst, že dnes bude pracovat na modernizované vertikální vrtačce, s největším možným vrtákem o průměru 12mm.
Samotná vrtačka je poctivá litinová konstrukce, o něco robustnější než československé vrtačky. 2M112 váží okolo 120 kg, takže o 30 % více při obdobné velikosti. Základní rozměry jsou podobné, ale některé funkční parametry jsou lepší. Třeba zdvih pinoly je 100 mm, kužel na vřeteni je větší B18, třífázový motor je výkonnější (0,55 kw) a řemenice je 5 stupňová. Za zmínku stojí masivní sloup s hrubým trapézovým závitem, který zajišťuje posun těla vrtačky po sloupu. Elektrovýzbroj je uložena v dutém podstavci a ovládací prvky jsou vyvedeny dopředu směrem k obsluze. Elektroinstalace ovládá elektromotor přes stykače s ovládacím napětím 24V a umožňuje pravý i levý chod. Napínání klínového řemene je možné z přední strany, je tam umístěno ovládací kolečko které oddaluje nebo povoluje desku na které je uchycen motor. Zdvih pinoly je možné omezit dorazem a hodnotu zdvihu je možné odečíst na pravítku z přední strany. Celkový dojem ze stroje je dobrý, stroj díky své váze působí robustně a tovární zpracování je na velmi dobré úrovni. Všechny odlitky byly čisté a sestava nevykazovala příliš velké vůle. Tedy alespoň na kusu, který jsem mohl zhodnotit. Některá řešení hodnotím lépe než u Jihokovek. Například zmíněné pravítko nebo doraz pinoly, napínání řemene zepředu je také příjemnější. Také má silnější motor a větší rozsah otáček.
Umístění na běžný pracovní stůl též komplikuje hloubka stroje, čítající téměř 80 cm. Na stůl s pracovní deskou šíře 60 cm jí tak budete muset umístit bokem, nebo se smířit s tím, že do prostoru bude trčet kus vrtačky. Mezi negativa patří též fakt, že náhradní díly na tento stroj u nás neseženete. Pokud se vám třeba povede nakopnout vřeteno, tak ho musíte buď vyrovnat a to moc dobře nejde. Nebo ho můžete nechat přebrousit – také s nejistým výsledkem. To
jsou jediné možnosti, protože nové vřeteno totiž s největší pravděpodobností nekoupíte. Jinak je konstrukce jednoduchá a kromě ložisek by se na stroji nemělo co kazit.
Ad Ložiska: norma GOST 370 řešící přesnosti obráběcích strojů praví, že přijatelná hodnota radiálního házení vřetena vertikálních vrtaček má být menší než 0,012 mm. Pokud bude naměřená hodnota větší, vřeteno bude buď ohnuté, nebo jsou ložiska KO. Vřeteno je uloženo ve dvou ložiscích 7205 CD (č. 36205E dle GOST 831-75) s kosoúhlým stykem a v jednom radiálním kuličkovém ložisku 6203 (č. 203 dle GOST 8338-75). Oboje jsou u nás běžně dostupná. Montáž kosoúhlých ložisek ale není úplně triviální záležitost. I když správné předpětí ložisek zajišťuje vložená podložka (hodnota 0,15 mm) tak nesprávný postup může ty ložiska zničit. Tady je dobré vzít na vědomí, že jedno ložisko 7205 CD vyjde na zhruba 3000 kč bez daně.
HINT: Koho zajímá problematika montáže ložisek tak přikládám odkaz na skvělý bulletin SKF. Co se týká cen, pohybují se v podobné cenové hladině jako československé vrtačky.
Moje volba
Když jsem se začal shánět po nějaké vrtačce do dílny, nebyl jsem zaměřený na konkrétní typ. Sledoval jsem inzeráty a sháněl stroj za přijatelnou cenu a v nejbližším okolí. I když se mi výše popsaná 2M112 konstrukčně i uživatelsky líbila více, nakonec jsem dal přednost československému stroji SVA 16, tedy poslední generaci Jihokovek. Tu svojí jsem objevil na bazoši během rutinní kontroly u snídaně. S majitelem jsem se po telefonu domluvil a hned jsem pro ní vyrazil. Rozhodování ovlivnila i dostupnost náhradních dílů. Na tyto novější verze SVA se totiž dají stále koupit klíčové náhradní díly, jako jsou například vřetena, vratné pružiny, pinoly, vedení pinoly nebo dokonce celý podstavec – pro případ, že by ten původní byl provrtaný. Tyhle věci a další se nabízí tady.
Řadu SVA charakterizují ostré tvary a rozměrná schrána rozvaděče na levé straně.
Ovládání motoru je stykačové bez možnosti reverzace. Ovládací tlačítka jsou vyvedena na přední stranu rozvaděče. Jsou jen tři. Zapnout – STOP – světlo. Tady pozor, světlo má napětí 230V, není dle dnešních bezpečáků, kdy je standardem bezpečné napájení, třeba 24V. Tento typ se vyráběl od 80. až do 90.let. Můj kus je z roku 1992 a zakoupil jsem jej na inzerát od prvního majitele. Pro vrtačku jsem jel do Chlumce nad Cidlinou, kde v místním sklářství pracovala nepřetržitě přibližně čtvrt století. Protože vrtání skla se děje tak nějak pod vodou, stroj byl trochu orezlý. Vše ale byla jen lehká povrchová koroze a zbytek stroje se zdál překvapivě nepoškozený. S majitelem jsme se domluvili na férové ceně 5000 Kč a vrtačku jsem si naložil do auta. Váží jen 90 kg, takže odvoz osobním automobilem je možný i bez rozložení.
Stran oprav stroje asi není co popisovat. Ani jsem si nedělal fotodokumentaci a celou vrtačku jsem vzal jako víkendový projekt. Což se skoro i povedlo, ale popořadě. Celý stroj byl pokrytý prachem a zaschlou emulzí. Ještě před rozborkou jsem ho očistil vodou a potom bruskou s dráťákem. Skelný prach za tu dobu rozrušil barvu stroje, takže při čištění slezl dolů téměř celý lak. Svojí funkci ale splnil, kov pod ním byl neporušen a hloubkovou korozi jsem našel jen na kuželu vřetene. Jihokovku jsem rozložil na prvočinitele a jednotlivé kusy očistil od zbytků barev. Při tom jsem zároveň hledal nějaká poškození nebo vady. Protože bylo vše v pořádku, přišel čas na lakýrnické práce. Díly jsem očistil acetonem a stříknul první a druhou vrstvu plniče. Téměř jsem nemusel odlitky tmelit a brousit, jejich povrch byl totiž čistý a hladký. Dal jsem plniči den oraz a svrchní vrstvu jsem vyřešil nástřikem dvousložkové polyuretanové barvy. Zvolený odstín je RAL 6021, který typický pro československé obráběcí stroje.
Jak jsem uvedl, rez jsem nalezl jen na kuželu vřetene. Samotný kužel byl navíc i poškrábaný, zřejmě od protočení sklíčidla. Sice bylo možné koupit vřetýnko nové, ale vybral jsem si možnost přebroušení. Zřejmě se vyhýbám snadným cestám. Přebrus jsem měl hotový do dalšího dne a vyšlo to levněji než nový kus. Když bylo vřeteno venku, vyčistil jsem vnitřek pinoly a pro jistotu jsem i vyměnil ložiska. Jsou tam dvě radiální kuličkové ložiska 6003 2RS a jedno axiální 51103. Původní opotřebené sklíčidlo zmizelo do popelnice a osadil jsem nově obroušený upínací kužel rychloupínacím sklíčidlem. Rychloupínací sklíčidlo jsem si rychle oblíbil. Má dobrou samosvornost a na utažení vrtáku stačí běžná síla rukou a odpadá hledání kličky.
Nedostupnost 3f zásuvky byla poslední věc, kterou jsem řešil. V dílně sice mám 3f proud, ale na místě, kde měla být vrtačka umístěna, přivedený nebyl. Udělat nový rozvod a zásuvku si tam přivést sice bylo možné, ale přednost jsem dal frekvenčnímu měniči (VFD). Na inzerci jsem za 500 kč koupil měnič Danfoss s napájením na běžných 230V. Výstup z něj je 400V. Samotný VFD je zajímavá věc a možností jak s tím ovládat motor je spousta a jejich popis dalece přesahuje obálku tohoto článku. Prioritní funkce VFD je plynulá změna otáček asynchronních elektromotorů změnou frekvence pracovního střídavého proudu. Jen pro pořádek uvedu, že český návod má zhruba 500 stran. Přístroj samotný je vybaven malým ovládacím panelem s displayem, přes který lze nastavovat ovládací hodnoty. Kromě toho také disponuje USB konektorem, který jsem použil pro konfiguraci. Ovládat starou litinu přes NTB je opravdu zajímavý zážitek, to se mě hodně bavilo. Točení vřetenem je jednoduchý úkol a VFD toho umí mnohem víc. Mě ale stačilo základní nastavení. Ovládání jsem zvolil analogové, definoval jsem otáčení na obě dvě strany a změnu frekvence potenciometrem. Rozsah frekvencí jsem určil 20 – 120 Hz. Rozběh po rampě jsem nastavil 2s

Ten svěrák je taky ze šmelcu, dal jsem za něj asi 90 kč. Vyčistit, přebrousit, vyrobit nové čelisti, lak, atd… Však už to znáte.
Suma sumárum:
To je jen náklad v penězích. Čas strávený cestou, prací a pár lahváčů na občerstvení tam počítat nebudu, je to koneckonců pouze koníček. Na to, že vrtačka byla jen víkendovka, kterou jsem ani pořádně nedokumentoval, tak výsledek není vůbec špatný. A když nad tím teď přemýšlím, tak je to zřejmě nejpoužívanější stroj v dílně. Tuning v podobě rychloupínacího sklíčidla a zapojení VFD pozvedla uživatelskou přívětivost na novou úroveň.
Nyní prakticky nemusím přehazovat řemeny kvůli změně rychlosti. Potenciometrem si během chodu vyladím rychlost tak, aby od vrtáku lezla pěkná špona. Jediný případ, kdy jsem nucen přehodit řemen, je závitování. Nízké otáčky potřebují i změnu užívané řemenice, protože motor na nízké okolo 20 Hz nemá tolik síly aby utáhl závitník.
A to je vše. Doufám, že se vám článek líbil a že byl užitečný. Za pár korun jsem si pořídil do dílny spolehlivého dělníka. Tabulka s náklady je poplatná roku 2019, ale ceny vrtaček se překvapivě nezvýšily. Teď jsem udělal rychlý check inzerátů a ty mašiny se pohybují stále ve stejných cenových rozmezích jako před lety. Do budoucna mám v plánu lehký upgrade v podobě montáže výkonnějšího motoru a zároveň s tím se pokusím zmenšit stavební hloubku vrtačky tak, aby se vešla na stůl zepředu. Proč silnější motor? Protože měnič ho utáhne a chci najít nastavení měniče i stroje, abych se úplně vyhnul přehazování řemenu.
Celkem často dělám závity a tuhle výhodu bych uvítal. A hlavně – kdybych to měl hotové na 100%, nebyla by to nuda?
09.01.2025 Aris
Související články:
217x přečteno

